Introduction
In manufacturing, every cut, measurement, and output depends on equipment that reads true. Instruments drift over time — heat cycles, mechanical load, and daily wear all pull readings off target. An undetected error of just 0.003 inches on a CNC machine can cascade into scrap, rework, and costly downtime—problems that dwarf the cost of routine calibration.
This article covers what CNC machinists and shop managers need to know: a clear definition of calibration, how the verification process works, why it matters for production quality, and how to make informed decisions about schedules and compliance standards.
TLDR
- Calibration compares a measuring instrument against a known reference standard to determine and record any error
- Adjustment is a separate step—calibration identifies error, adjustment corrects it
- NIST traceability links measurements to internationally accepted standards through an unbroken chain
- Regular calibration reduces scrap, prevents unplanned downtime, and protects product quality
- Calibration frequency depends on criticality, usage, manufacturer recommendations, and service history
What Is Calibration?
Calibration is the documented comparison of a device under test (DUT) against a reference standard of known accuracy to identify any measurement error or deviation. Calibration does not automatically include adjustment — it measures and records what is, not what should be.
The Bureau International des Poids et Mesures (BIPM) defines it formally as:
"An operation that establishes a relation between the quantity values with measurement uncertainties provided by measurement standards and corresponding indications with associated measurement uncertainties."
In plain language: calibration establishes the relationship between what an instrument reads and what a traceable standard shows, including the uncertainty of that measurement.
Understanding NIST Traceability
For calibration results to be valid and defensible, the reference standard used must itself have been calibrated against an even higher-level standard. This forms an unbroken chain back to a national metrology body — NIST (National Institute of Standards and Technology) in the United States.
When you see "traceable to NIST" on a calibration certificate, it means the measurement result can be linked through documented comparisons all the way back to NIST's realization of SI units.
NIST explicitly warns that traceability is a property of a measurement result, not of an instrument or laboratory. Simply having an instrument calibrated—even by NIST—doesn't automatically make every future measurement traceable. The chain must be documented, unbroken, and include measurement uncertainty at each step.
Where Calibration Applies in Manufacturing
Traceability requirements don't exist in a vacuum — they directly shape how calibration is applied on the shop floor. In manufacturing environments, calibration most commonly covers CNC machines, dimensional gauges, torque tools, and other precision equipment whose output directly affects part quality. Laser interferometers verify linear positioning, ballbars assess circularity and machine health, and electronic levels detect pitch and roll errors in machine beds.
Calibration applies across many measurement types:
- Dimensional: Length, straightness, squareness
- Temperature: Thermal drift, environmental control
- Pressure: Hydraulic clamping, coolant systems
- Electrical: Servo signals, sensor outputs
- Force/Torque: Spindle torque, fastener assembly
How Does Calibration Work? The Step-by-Step Process
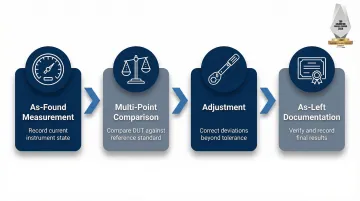
Step One: The "As-Found" Measurement
Before any intervention, the technician records how the instrument currently reads against the reference standard. This captures the true state of the device and any drift that has occurred since the last calibration. As-found data is critical—it documents whether the instrument was in or out of tolerance during production since the last check.
Step Two: Multi-Point Comparison Against the Reference Standard
The technician compares DUT readings against the reference standard at multiple points across the instrument's operating range, documenting deviation or error at each point. The reference standard should ideally be at least 4 times more accurate than the device being calibrated—this is known as the 4:1 Test Accuracy Ratio (TAR).
Test Uncertainty Ratio (TUR) has largely replaced TAR as the preferred standard because it accounts for all sources of measurement uncertainty, not just accuracy specifications. ANSI/NCSL Z540.3 defines TUR as the ratio of tolerance span to twice the 95% expanded uncertainty of the entire measurement process. A TUR of 4:1 or greater typically keeps the probability of false accept below 2%.
In practice, many providers calibrate to the minimum 4:1 TUR. Sarkinen Calibrating goes considerably further, achieving accuracy to 1.0 parts per million using Renishaw laser interferometry — a much more reliable baseline than the industry minimum.
Step Three: Adjustment (If Needed)
If deviations exceed acceptable tolerance limits, the instrument is adjusted or corrected to bring it within specification. Adjustment is technically distinct from calibration, but it's typically performed during the same service visit. After adjustment, the instrument must be recalibrated to verify the correction was successful.
Step Four: "As-Left" Measurement and Documentation
After any adjustment, the instrument is re-measured to confirm it now falls within tolerance. All results are recorded on a calibration certificate:
- As-found data
- Corrections made
- As-left data
- Reference standards used
- Environmental conditions
- Measurement uncertainty
This certificate serves as the official record — required documentation for quality audits, ISO compliance, and customer verification.
Calibration vs. Adjustment: Understanding the Difference
Calibration is a measurement and documentation activity—it identifies and records an instrument's error without physically altering it. Adjustment (also called trimming) is the intervention that physically or electronically corrects the instrument's output to reduce that error.
The distinction matters in regulated and audited environments. A calibration certificate documents what was found; an adjustment record documents what was done about it. Keeping these steps separate provides a clear evidence trail and prevents the assumption that a calibrated instrument is automatically a corrected one.
ISO/IEC 17025 requires laboratories to document both as-found and as-left results when adjustments are made, so auditors can see exactly what changed during service.
Why Calibration Is Critical for Manufacturing Operations
Measurement Errors Compound in Production
In production environments, small measurement errors multiply. A CNC machine reading 0.003 inches off its true position may seem minor, but over a production run, that error produces out-of-tolerance parts, increases scrap rates, and can damage downstream tooling. These costs far exceed the cost of routine calibration.
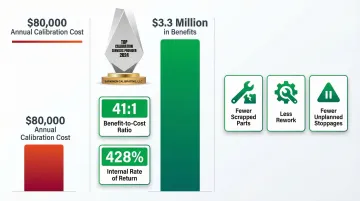
A NIST study on power and energy calibration found that an $80,000 annual investment yielded $3.3 million in benefits—a 41-to-1 benefit-to-cost ratio and a 428% internal rate of return. That return comes from directly reducing the Cost of Poor Quality (COPQ)—fewer scrapped parts, less rework, and fewer unplanned stoppages.
Calibration Eliminates Unexpected Downtime
Instruments that drift gradually often fail without warning, halting production at the worst possible time. A regular calibration program catches drift early and allows planned maintenance rather than reactive shutdowns.
Sarkinen Calibrating's approach centers on predictable maintenance—scheduling calibration strategically so equipment stays optimized between production runs. For Portland OR and SW Washington manufacturers, a local provider offers faster response times and familiarity with real machining environments that out-of-area services can't easily replicate.
Verifying New Equipment While Under Warranty
New equipment doesn't always arrive performing to spec. Verifying a new CNC machine or router against its promised specifications while still under warranty allows facilities to hold manufacturers accountable. Shipping and installation often introduce alignment errors or hidden damage. Calibration identifies these issues before they become production problems, ensuring you receive the equipment you paid for in the condition promised.
Calibration as Quality Assurance Documentation
For facilities supplying parts to customers with tolerancing requirements, calibrated equipment is the documented proof that the machines producing those parts can deliver within spec, every time. Calibration certificates cover:
- Customer quality reviews requiring traceability evidence
- Internal and third-party audits
- ISO certification and re-certification processes
How Often Should You Calibrate Your Equipment?
There is no single universal answer. Several factors determine calibration intervals:
Key Factors:
- Criticality: How much does this measurement affect final part quality, safety, or cost?
- Manufacturer recommendations: Renishaw recommends 1 year for QC20 ballbars and 3 years for XL-80 laser interferometers
- Stability history: Trending data from previous calibrations reveals whether an instrument drifts quickly or remains stable
- Consequences of late discovery: Scrap, unplanned downtime, and safety exposure all increase when a calibration failure goes undetected across multiple production runs.
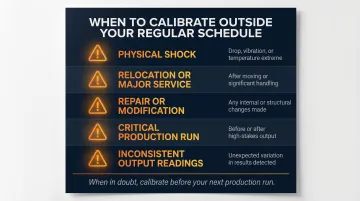
Triggers for Unscheduled Calibration
Certain events should prompt immediate, unscheduled calibration outside regular intervals:
- After an instrument is dropped, shocked, or exposed to vibration or temperature extremes
- After relocation or major machine service
- After repair or modification
- Before or after a critical production run
- When output readings appear inconsistent with expected results
Using Calibration History to Optimize Intervals
Unscheduled calibrations are reactive. Calibration history lets you get ahead of drift before it becomes a production problem.
Maintain records across calibration events for each instrument. Stable instruments may justify longer intervals; those that drift consistently need shorter cycles — and that pattern is only visible if records exist. Over time, this data helps you set intervals that protect output quality without pulling equipment offline more than necessary.
Frequently Asked Questions
What exactly does calibration mean?
Calibration is the documented comparison of a measuring instrument against a reference standard of known accuracy. It records how much the instrument deviates from the true value — without necessarily adjusting it.
What is an example of calibration?
Checking a CNC machine's linear axis readings against a laser interferometer or gauge block of known dimension to determine whether the machine's position measurements match the true distance traveled.
What is the difference between calibration and adjustment?
Calibration identifies and records the measurement error, while adjustment is the corrective step that physically or electronically brings the instrument back within acceptable tolerance. The two steps are related but formally separate.
What does NIST-traceable calibration mean?
NIST-traceable means the reference standard used in calibration links back — through an unbroken chain of documented comparisons — to the National Institute of Standards and Technology. This makes the measurement internationally recognized and defensible in quality audits.
What happens if manufacturing equipment is not calibrated regularly?
Uncalibrated equipment drifts undetected. The consequences include:
- Out-of-tolerance parts, scrap, and rework
- Unexpected production downtime
- Risk of invalidating quality certifications
The cost of these outcomes typically far exceeds the cost of routine calibration.
How often should CNC machines be calibrated?
Frequency depends on usage intensity, machine age, environmental conditions, and the tightness of production tolerances. Reviewing calibration history trends with a qualified provider is the most reliable way to set appropriate intervals for a specific operation.