Introduction
In precision manufacturing, every measurement is only as accurate as the reference it's made against. The surface plate is that reference — the zero plane that makes measurements valid.
When a machine shop checks a critical dimension, verifies a part against tolerance, or sets up tooling for a production run, it all starts at the surface plate. If that reference is off, every measurement taken from it carries the same error.
This guide covers:
- What a surface plate is and how it works
- Materials and accuracy grades available
- How to care for one properly
- Why calibration is non-negotiable for measurement accuracy
TLDR
- A surface plate is a precisely flat reference tool used as the baseline for dimensional measurements in manufacturing and inspection
- Granite is the standard choice due to stability, hardness, rust resistance, and vibration damping—cast iron and glass suit specialized applications
- Plates are graded by flatness (AA, A, B, Workshop), with Grade A offering the best balance for general inspection work
- Covering, cleaning, and protecting the plate from misuse extends its life and keeps measurements accurate
- Schedule regular calibration to catch wear or warping before it affects production accuracy
What Is a Surface Plate and Why Does It Matter?
A surface plate is a solid, flat reference plane engineered to resist distortion, minimize wear, and provide a consistent datum for all measurements made on or against it. The plate must be stiff enough to resist deflection under load, hard enough to withstand repeated contact, and dimensionally stable so it doesn't warp over time.
Primary uses include:
- Establishes the reference zero for quality control measurements and inspection
- Guides machining operations through layout and marking-out work
- Sets datums for fixtures and workholding during tooling setup
In a typical measurement scenario, a height gauge slides across the plate while either the gauge or the workpiece moves. The plate's flatness establishes a consistent zero plane. If the plate isn't flat, the measurement isn't valid.
If the surface plate is out of specification, every measurement taken against it is systematically wrong. Defective parts can pass inspection while good parts fail, directly impacting production quality and customer trust. According to the Automotive Industry Action Group (AIAG) Measurement Systems Analysis manual, measurement system error causes Type I errors (good parts scrapped) and Type II errors (bad parts escaping to customers).
Surface Plate Materials: Granite, Cast Iron, and Glass Compared
The Rise of Granite
Before World War II, cast iron dominated surface plate manufacturing. During the war, metal shortages prompted Wallace Herman of Dayton, Ohio, to develop the granite surface plate as a way to conserve metal. Granite's superior durability and rust resistance ensured it remained the industry standard post-war.
Granite's Advantages
Granite offers several critical advantages as a surface plate material:
- Non-magnetic, so it won't interfere with magnetic measuring instruments
- Rust-proof against moisture and coolant exposure
- Low thermal expansion keeps dimensional change minimal across temperature swings
- Strong vibration damping absorbs shop-floor disturbances that could skew readings
- Chips cleanly when damaged — unlike cast iron, it won't raise a burr above the working plane, so surrounding areas stay accurate
Black Granite vs. Quartz-Bearing Granite
Black granite (diabase/gabbro):
- Contains plagioclase and pyroxene—no quartz
- Superior stiffness (flexural modulus ~75.9 GPa)
- Better vibration damping
- Preferred for heavy load-bearing and high-vibration environments
Pink/gray granite:
- Contains 28-32% quartz (Mohs hardness of 7)
- Up to 5x the wear resistance of black granite
- Less stiff, typically made thicker to compensate
- Ideal for high-volume sliding inspection work
Cast Iron
Historically the dominant material, cast iron is now primarily used for master surfaces in laboratory settings and as a lapping tool for resurfacing granite plates.
Vulnerabilities:
- Susceptible to rust from moisture
- Prone to thermal expansion (coefficient ~12.8 µm/m-°C)
- When damaged, surrounding material raises above the working plane, compromising accuracy across the entire surface
Glass
Glass surface plates are lightweight, corrosion-free, and highly accurate — but fragile. They're increasingly being replaced by advanced ceramics in niche precision applications where durability matters.
Choosing the Right Material
Each material suits different shop conditions. The table below captures the key trade-offs at a glance:
| Material | Rust Resistance | Thermal Stability | Damage Behavior | Best For |
|---|---|---|---|---|
| Black granite | Excellent | Excellent | Clean chipping | Heavy loads, high vibration |
| Pink/gray granite | Excellent | Excellent | Clean chipping | High-volume sliding inspection |
| Cast iron | Poor | Moderate | Burr formation | Lab master surfaces, lapping |
| Glass | Excellent | Good | Brittle fracture | Niche precision, light use |
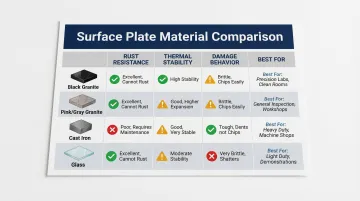
For most production and inspection environments, granite — matched to your specific workload — remains the practical default.
Surface Plate Grades and Accuracy Standards
The Grading System
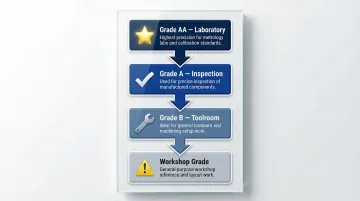
Surface plates are graded by flatness tolerance:
- Grade AA (Laboratory) — Highest accuracy; used in calibration labs and national metrology applications
- Grade A (Inspection) — Best balance of accuracy and cost for manufacturing and quality control environments
- Grade B (Toolroom) — Suitable for shop floor and production checking
- Workshop Grade — Least accurate; generally unsuitable for precision measurement applications
Flatness tolerance doubles from each grade to the next. The formula for Grade AA flatness is:
Grade AA = (40 + D² / 25) × 0.000001 inch (where D is the diagonal in inches)
Grade A tolerance = Grade AA × 2
Grade B tolerance = Grade AA × 4
Governing Standard
The current U.S. standard is ASME B89.3.7-2013, which replaced the older Federal Specification GGG-P-463C. The ASME standard added formal requirements for traceability and measurement uncertainty reporting — meaning calibration results must now be tied to a documented uncertainty value, not just a pass/fail check.
ASME B89.3.7 requires specific Test Uncertainty Ratios (TUR) during calibration: TUR ≥ 4 for Grades A and B, and TUR ≥ 2 for Grade AA.
Practical Selection Guidance
Grade A covers the majority of manufacturing and inspection needs. Step up to Grade AA only when your process requires calibration-level traceability — such as verifying reference masters or qualifying other measurement equipment. If you're unsure which grade your application demands, a calibration technician can assess your surface plate's current flatness and tell you whether it still meets spec for your work.
How to Use and Care for Your Surface Plate
The Cardinal Rule
A surface plate is a precision reference instrument, not a workbench. Nothing should be placed on it except gauges and the workpieces being measured. Even small amounts of liquid or debris can chemically or physically damage the surface.
Correct Cleaning Protocol
Use dedicated surface plate cleaner, not general solvents:
- Clean the plate at the start and end of each measurement session
- Avoid water-based cleaners (granite absorbs water, which can rust metal gauges)
- Allow 1-2 hours for thermal stabilization after cleaning with volatile solvents — rapid solvent evaporation causes thermal chilling that temporarily distorts the surface, and measurements won't be reliable until the plate returns to a stable temperature.
Wear Management
Cleaning addresses contamination, but wear is a separate concern. Airborne abrasive dust embeds in both the plate and gauge contact surfaces, acting as a lapping compound that steadily degrades accuracy over time.
Protection strategies:
- Cover the plate when not in use
- Rotate usage patterns across the plate's surface to distribute wear evenly
- Replace steel contact pads on gauges with carbide pads to reduce dust embedment
Proper Support
How you support the plate is just as important as how you use it. A granite surface plate must rest on exactly three points. Three-point support is the only geometrically stable configuration that prevents rocking or warping under the plate's own weight.
Support points should be positioned approximately 20% of the plate's length in from each end. Attempting to support a plate on four corners or full ledges will cause deflection and void the certified accuracy.
Surface Plate Calibration: Why It Matters and What It Involves
What Happens Without Regular Calibration
Localized wear from repetitive use, chipping from dropped tools, and gradual thermal or mechanical distortion all degrade flatness over time. Because the plate is the reference, these errors propagate invisibly into every measurement taken on it, allowing out-of-tolerance parts to pass inspection undetected.
Calibration Frequency Guidelines
Industry guidance recommends calibration every 6 months for plates in heavy manufacturing environments, while plates in controlled laboratory environments may need it far less often. Recommended intervals vary by situation:
- Heavy manufacturing use: every 6 months
- General production environments: annually
- Controlled laboratory settings: every 2–3 years
The right interval depends on usage volume, environmental conditions, and the accuracy grade required.
What Professional Calibration Involves
A professional calibration includes:
- Flatness verification across the plate surface using the Moody Method (Union Jack pattern), which maps eight lines across the plate
- Comparison against traceable standards using autocollimators, electronic levels, or laser interferometers
- Cleaning and light polishing to remove surface contaminants
- Lapping or resurfacing when measurements fall outside grade tolerances

NIST Traceability
NIST traceability means the calibration equipment used to verify the plate must itself be traceable through an unbroken chain to national measurement standards. This matters for manufacturers who must demonstrate measurement system validity during audits or customer inspections.
A valid calibration certificate must include a statement of measurement uncertainty. Simply possessing a "NIST test number" does not constitute traceability.
Local Calibration Services
Getting that chain of traceability right starts with choosing a calibration provider who actually delivers it. For manufacturing facilities in the Portland OR and SW Washington area, Sarkinen Calibrating ensures surface plates are verified on schedule without disrupting production. Sarkinen Calibrating delivers NIST-traceable measurements using Moody Plot analysis and can respond faster than out-of-area services. Contact them at (360) 907-3058 to schedule surface plate calibration.
Frequently Asked Questions
What is a surface plate?
A surface plate is a precisely flat, solid reference tool used as the baseline datum for dimensional measurements in manufacturing, inspection, and tooling setup. Everything measured on it is referenced against its flat surface—so its condition directly determines how reliable your measurements are.
What is the best material for a surface plate?
Granite is the best material for most applications due to its stability, hardness, corrosion resistance, and vibration damping. Cast iron remains preferred for specialized laboratory master surfaces, while glass and ceramic suit niche applications where weight or thermal properties are the deciding factor.
Can a surface plate be repaired?
Yes, granite surface plates can be repaired through lapping or resurfacing to restore flatness within grade specifications. This work requires specialized equipment and should be handled by a qualified calibration technician.
How often should a surface plate be calibrated?
Most industry guidance recommends calibration at least once per year, with heavily used plates calibrated every six months. How often you need it depends on the plate's accuracy grade, how hard it's being used, and how much is riding on the measurements it supports.
What are the different grades of surface plates?
Under ASME B89.3.7-2013, the four standard grades are AA (Laboratory), A (Inspection), B (Toolroom), and Workshop, each defined by specific flatness tolerances. Grade A is the most practical choice for most manufacturing and quality control environments.