Introduction
A positioning error of just one micron — roughly 1/100th the width of a human hair — can cascade into thousands of defective parts, unplanned downtime, and costly rework. At that scale, traditional instruments simply cannot keep up. Interferometers bridge that gap.
While interferometers are often discussed in scientific contexts like gravitational wave detection or astronomy, their real value extends directly into engineering, metrology, and production quality on the manufacturing floor. From verifying CNC machine geometry to profiling semiconductor wafer surfaces, these devices deliver measurement precision that mechanical gauges and contact probes cannot match.
This article explains the practical advantages interferometers bring to modern research and industry. The focus is on measurable outcomes — what changes on the shop floor, in the quality lab, and on the maintenance schedule when this level of precision becomes routine.
TL;DR
- Interferometers detect displacements and surface irregularities at sub-nanometer or picometer scales using light wave interference
- Key advantages: extreme measurement accuracy, non-contact operation, real-time feedback, and broad applicability across industries
- Gaps in precision lead to inconsistent results, undetected equipment errors, and higher production costs
- NIST-traceable calibration standards—used by services like Sarkinen Calibrating—rely on interferometric measurement to verify CNC equipment accuracy
What Is an Interferometer?
An interferometer is a device that splits a beam of light into two paths, recombines them, and uses the resulting interference pattern to extract precise measurements of physical changes—displacement, surface shape, or material properties.
Interferometers appear across wildly different settings: physics labs detecting gravitational waves, optical workshops testing lens flatness, semiconductor fabs verifying wafer surfaces, and metrology services calibrating CNC machines. That precision translates directly into confidence—the kind that supports better decisions in research, production, and quality control. Understanding how the technology works helps explain why.
How Interferometry Works
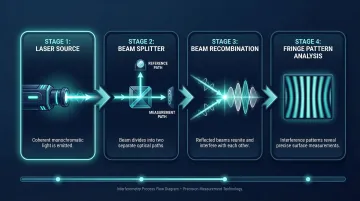
The core operating principle relies on wave superposition. A single laser beam is split into two distinct paths—a reference path and a measurement path. After traveling these different optical paths, the beams are reflected back and recombined at a beam splitter. The difference in distance traveled causes a phase shift. When the beams recombine, that phase difference produces a measurable fringe pattern—alternating light and dark bands. By analyzing these fringes, the instrument can evaluate wave characteristics, material properties, or the precise displacement of a moving target.
Common Interferometer Types
Different optical configurations adapt interferometry for specific challenges:
| Type | Function | Primary Uses |
|---|---|---|
| Michelson | Measures linear displacement by splitting a beam to a fixed mirror and a moving retroreflector | CNC machine tool calibration, CMM verification, gravitational wave detection (LIGO) |
| Fizeau | Compares test surface with a precise reference surface to measure areal topography | Optical component flatness, transmitted wavefront metrology |
| White-Light / CSI | Uses low-coherence scanning to compare reflected light over millions of data points | 3D surface roughness, step heights, semiconductor wafer profiling |
| Fiber-Optic / OCT | Divides light within in-line fiber structures affected by external perturbations | Biomedical imaging, in-situ sensing, micro-scale applications |
Key Advantages of Interferometers in Modern Research
Each advantage below is measured by real-world impact: accuracy gains, defect reduction, and operational efficiency. Whether the setting is a research institution, an optics lab, or a manufacturing facility running tight tolerances, interferometers deliver results that conventional tools cannot.
Advantage 1: Measurement Precision Far Beyond Conventional Tools
Interferometers can resolve displacements at the nanometer and even picometer level—capabilities that no contact-based or mechanical gauge can match—making them the highest-precision length-measuring instruments available.
The Physics Behind the Precision:
Interference fringes shift in response to path length changes as small as a fraction of a wavelength of light (~500 nm visible light). By counting and interpolating fringe shifts, researchers and engineers can detect changes many orders of magnitude smaller than a human hair. The SIOS SP-5000 NG laser interferometer achieves 5 picometer resolution, while the Renishaw XL-80 system delivers 1 nanometer resolution with ±0.5 ppm accuracy.
What That Resolution Makes Possible:
In research contexts, this resolution enables discoveries that would be physically impossible to detect otherwise. LIGO's gravitational wave detection achieved strain sensitivity of better than 10⁻²³/√Hz, detecting differential mirror displacements on the scale of 10⁻¹⁸ to 10⁻¹⁹ meters—a fraction of the width of a proton.
In industrial contexts, interferometric precision allows detection of machine positioning errors or surface deviations before they produce defective parts. Conventional CMMs typically carry length measurement error specifications of 2.2 + L/300 μm under ISO 10360 standards—meaning several microns of error over a 1-meter measurement. Laser interferometers measure the same distance with errors measured in fractions of a single micron.
Catching a 1-micron positioning error in a CNC machine early prevents thousands of defective parts. Interferometric verification of machine geometry—such as the linear calibration services provided by Sarkinen Calibrating using Renishaw laser interferometers accurate to 1.0 parts per million—makes this possible.

KPIs Impacted:
- Measurement accuracy
- Defect rate
- First-pass yield
- Rework costs
- Calibration confidence intervals
When This Advantage Matters Most:
Situations requiring tolerances tighter than a few microns—semiconductor manufacturing, precision optics, aerospace components, CNC machine tool calibration—where conventional measurement leaves too much ambiguity.
Advantage 2: Non-Contact, Non-Destructive Operation with Real-Time Feedback
Interferometers measure without physically touching the object being measured—the light beam does the work—which eliminates wear on both the instrument and the surface under test, and allows measurement during live operation.
In-Process Monitoring Without Interruption:
Unlike contact probes that require the machine to stop, interferometric sensors can be integrated into systems for in-process monitoring, allowing continuous tracking of position, vibration, or surface change as it happens.
Why Avoiding Contact Matters:
Non-contact measurement removes a key source of measurement error—contact force variation—and prevents surface damage on sensitive materials. Peer-reviewed research demonstrates that stylus profiling instruments applying just 1 mN of measuring pressure cause scratching and plastic deformation on hardened steel reference specimens. On highly sensitive surfaces like semiconductor wafers or precision optics, this contact results in material transfer, micro-scale gouging, and immediate yield loss.
Real-time interferometric feedback means deviations are caught mid-process, not after the fact—shifting maintenance from reactive to predictive. The Renishaw XL-80 system, paired with CARTO Compensate software, automatically generates error correction files for pitch and volumetric compensation in native machine tool languages, ready for immediate transfer to CNC controllers. This semi-automatic error correction minimizes manual data entry, reduces machine downtime, and directly lowers scrap rates.
KPIs Impacted:
- Equipment downtime
- Measurement repeatability
- Surface defect rate
- Process interruption frequency
- Cost of unplanned rework
When This Advantage Matters Most:
High-value surfaces or parts that cannot be touched (optical flats, precision mirrors, wafers), or production environments where stopping the line for measurement is prohibitively expensive.
Advantage 3: Versatility Across Research and Industrial Applications Without Sacrificing Precision
The same fundamental interferometric principle—splitting and recombining light—scales from detecting gravitational ripples in spacetime (LIGO's 4-km arms) to profiling a machined surface to verifying the positioning accuracy of a CNC axis—all with the same core advantage of wave-based precision.
Practical Breadth:
Michelson interferometers calibrate laser displacement in machine tools; Fizeau interferometers test optical surface flatness; white-light interferometers profile rough industrial surfaces in 3D; fiber-optic interferometers serve as gyroscopes in navigation systems; OCT (optical coherence tomography) interferometry images tissue in medicine without cutting.
One Measurement Backbone, Multiple Industries:
This versatility means one class of technology serves as the measurement backbone for multiple industries—reducing the need for entirely different instrument categories at each precision level, and allowing measurement standards to be unified (traceable to the same fundamental physical constants).
The laser interferometer market is projected to grow from $0.34 billion in 2025 to $0.47 billion by 2030, driven by increasing demand for 3D metrology services and stringent quality control requirements.
NIST-traceable calibration—used by precision calibration services such as Sarkinen Calibrating to verify CNC equipment accuracy—ultimately derives its traceability from interferometric length standards. The SI meter is realized through optical interferometry measuring the travel time of light.
Because light frequency provides the scaling factor between measured phase difference and realized length, interferometric measurements using stabilized lasers are directly traceable to the fundamental definition of the speed of light.
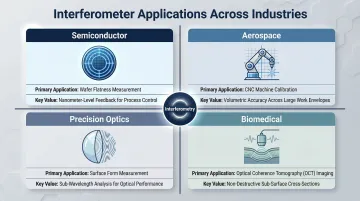
Cross-Industry Applications:
| Industry | Application | Value Delivered |
|---|---|---|
| Semiconductor | Wafer flatness inspection, photolithography stage control | Nanometer-level motion feedback without contact damage |
| Aerospace | Large gantry CNC calibration, complex component measurement | Volumetric accuracy over long travel distances |
| Precision Optics | Surface form, transmitted wavefront, roughness measurement | Sub-wavelength error analysis without scratching |
| Biomedical | OCT tissue imaging, medical device inspection | Non-destructive cross-sectional imaging |
KPIs Impacted:
- Cross-application measurement consistency
- Calibration traceability
- Instrument versatility index
- Compliance with industry/regulatory metrology standards
When This Advantage Matters Most:
Organizations that span multiple measurement needs—from verifying machine geometry to surface inspection to position encoding—and need a single traceable standard underpinning every result across every application.
What Happens When Precision Measurement Is Missing or Ignored
Skipping interferometric-grade verification—or running uncalibrated equipment—doesn't just introduce risk. It creates compounding, often invisible costs across your entire production operation. Here's what that looks like in practice:
Scrap and rework from undetected positioning errors. Small CNC positioning errors go unnoticed until they produce out-of-tolerance parts. Unplanned downtime alone costs manufacturers an average of $260,000 per hour, and Fortune Global 500 companies lose approximately $1.4 trillion annually to it—11% of total revenues.
Reactive corrections that cost more than prevention. Fixing defects after the fact is always more expensive than catching them early. NIST data puts U.S. discrete manufacturing losses from preventable maintenance issues at $119.1 billion annually—$18.1 billion in unplanned downtime and $100.2 billion in lost sales from defects and delays.
Emergencies instead of early-stage corrections. Without periodic precision verification, problems surface as production crises. Facilities dependent on reactive maintenance experience 3.3 times more downtime and 16 times more defects than those using predictive maintenance strategies.
Thermal and mechanical error accumulation. Thermal expansion alone accounts for up to 75% of total geometrical errors in machined parts. Add guideway wear, drive backlash, and structural settling over time, and a machine that isn't regularly checked with laser interferometry will systematically drift out of tolerance.
No defensible traceability. Without interferometry-based calibration, there's no verifiable chain of evidence that measurements are accurate—which matters for quality audits, customer contracts, and warranty claims.

How to Get the Most Value from Interferometry
Interferometers deliver the most value when treated as an ongoing operational practice — not a one-time check or emergency response.
Conditions Under Which Interferometric Measurement Works Best:
Applied Consistently on a Defined Schedule
Not just when problems appear. Regular NIST-traceable calibration of CNC machines, conducted by qualified services like Sarkinen Calibrating, ensures that interferometric precision carries through to the equipment level.
Global standards bodies set the bar here: ISO 230 governs geometric and positioning accuracy for CNC machines, while ASME B5.54 establishes performance testing methodology for machining centers.
Outcomes Are Reviewed and Acted Upon
Measurement data should inform maintenance decisions, equipment adjustments, and process changes — not just be filed away. Modern systems like the Renishaw XL-80 with CARTO software automatically generate compensation tables in native machine languages, connecting metrology directly to machining and cutting manual errors.
Integrated at the Right Points in the Process
Interferometric verification is most effective when embedded in the calibration cycle, new equipment commissioning, and pre-production qualification — not only pulled out after a problem surfaces.
Verifying new machines against manufacturer specifications while still under warranty catches alignment errors and shipping damage before they reach the production floor.
Conclusion
The advantages of interferometers—measurable precision, non-contact operation, and applicability across industries—make them operational tools that determine measurement confidence, product quality, and equipment reliability in real-world research and production environments.
These advantages compound when applied consistently. A manufacturing facility that treats interferometer-based calibration as an ongoing practice—rather than a one-time event—gains predictable performance, fewer surprises, and defensible quality records over time.
Catching geometric drift before it exceeds part tolerances keeps production on track and avoids the compounding costs that follow reactive maintenance cycles.
Ultimately, the instrument is only as valuable as the measurement system supporting it. Keeping that system accurate, traceable, and consistently applied is what allows facilities to hold tight tolerances, protect output quality, and stay ahead of equipment drift before it becomes a production problem.
Frequently Asked Questions
What are the advantages of interferometers?
Interferometers provide three primary advantages: extreme measurement precision at nanometer and sub-nanometer resolution, non-contact and non-destructive operation that preserves sensitive surfaces while enabling real-time feedback, and versatility across research and industrial applications—from gravitational wave detection to CNC machine calibration.
What is an interferometer used for?
Interferometers serve a wide range of applications, including:
- High-precision distance and displacement measurement
- Surface profiling and optical component testing
- Position encoding in CNC machine tools
- Rotation sensing and spectroscopy
- Medical imaging and semiconductor manufacturing
Which best describes an interferometer?
An interferometer splits a beam of light into two paths, exposes one or both to the phenomenon being measured, then recombines them to produce an interference pattern. That pattern reveals precise information about physical changes—displacement, surface irregularities, or material properties.
How accurate can interferometer measurements be?
Modern interferometers routinely achieve nanometer-level accuracy in industrial applications and can reach picometer resolution (trillionths of a meter) in research settings—performance that mechanical or contact-based gauges cannot match. The SIOS SP-5000 NG achieves 5 picometer resolution, while the Renishaw XL-80 delivers ±0.5 ppm accuracy.
How do interferometers support manufacturing quality control?
Interferometers underpin calibration standards used to verify CNC machine geometry, surface flatness, and positioning accuracy—ensuring that equipment produces parts within tolerance and that deviations are caught before they result in defective output. Services like Sarkinen Calibrating use Renishaw laser interferometers to deliver NIST-traceable calibration accurate to 1.0 parts per million, keeping machines accurate and production running without unexpected interruptions.